

2013-09-10
SPC管制图与制程能力分析的含义
键词:SPC管制图,制程能力分析
SPC管制图
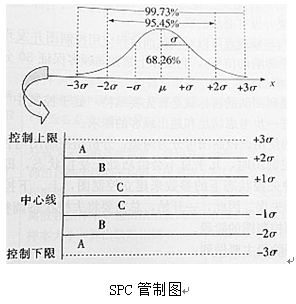
SPC管制图又称SPC控制图,是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图,1924年由沃尔特·休哈特率先提出。休哈特认为:在一切制造过程中所呈现出的波动有两个分量。第一个分量是过程内部引起的稳定分量(即偶然波动),第二个分量是可查明原因的间断波动(异常波动),间断波动(异常波动)可查明原因可用有效方法加以发现,并可被剔去,但偶然波动不会消失,除非改变基本过程。休哈特建议用界限u±3σ作为控制限来管理过程。休哈特认为基于u±3σ限的管制图可以把偶然波动与异常波动区分开来。
为了方便在现场使用和及时记录质量波动情况,休哈特还建议把正态分布图及其控制限u±3σ同时逆时针转90°,以横轴为时间或编号,以纵轴为过程参数(均值、标准差等),并在u±3σ处引出两条水平线(用虚线表示),这样就形成一张SPC管制图。
制程能力分析
制程能力以往也称为工序能力。制程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。而制程能力分析是利用SPC及其它统计方法测定制程能力的一种系统性工作,制程能力分析主要包括以下步骤:
A. 生产过程中的质量特性有很多,首先应确定能代表制程能力的质量特性。
B. 抽取100-250个生产数据作为制程能力分析的样本。
C. 计算平均值与标准偏差(利用次数分配图)并绘制管制图。
D. 观察管制图上点的形态,发掘异常现象,区分偶然波动与异常波动,确定在经济上是否值得采取措施。
E. 对异常波动现象及时采取措施。
这些步骤可以循环使用,直到获得满意的制程,此时的制程能力才是真正的制程能力。