

什么是MSA,MSA的重要性以及MSA的常用术语级问题。
关键词:MSA,测量系统,测量系统分析
测量系统分析(MSA)是指通过统计分析的手段,对构成测量系统的各个影响因子进行统计变差分析和研究以得到测量系统是否准确可靠的结论。
MSA的目的就是通过对测量系统输出变差的分析,判断测量系统是不是可接受的,如果不可接受,进而采取相应的对策。
MSA不仅在生产过程中运用较多,在很多持续改进活动中,也需要运用MSA。
1、 什么是“测量系统分析”
什么是测量系统分析?也许我们不能解释得很清楚,但其实每个人在我们初中化学课上都已经研实践了:读取试管中溶液量的时,为确保读取值的准确度我们需要让视线与页面平直,这是一个简单的测量系统分析的问题。

简单地说测量系统分析就是“对测量系统所作的分析“。我想这么解释恐怕很难被接受,所以,为了理解MSA的含义,我们可以把它分解成两个部分,一个是“测量系统“,一个是“分析“。
1.什么是测量系统?
我们知道测量就是一个对被测特性赋值的过程,测量系统其实就是这个赋值过程涉及到的仪器或量具、标准、操作、方法、夹具、软件、人员、环境等要素的集合。系统中各个要素对测量结果的影响可能是独立的,也可能是相互影响的(交互作用)。
2.什么是“分析”?
其实,如果要较个真,我们可以说测量系统分析的根本对象不是测量系统,更不是零件,而是测量系统输出的变差。所以也有用测量变差分析 Measurement Variation Staudy(MVS)替代测量系统分析MSA的。不管叫什么名头,这里的“分析”都代表了一系列的分析方法,关于具体方法,下文将介绍。
MSA要回答的问题是:我们测量出来的数据在多大程度上代表了真实的数据?尽管我们永远不能确保测量出绝对准确的数据,但如果采集的数据偏差过大,那么这些数据就没有分析意义,可见MSA是非常关键的。
2、MSA的重要性
在进行产品生产之前需要明确的搞清楚产品成品所定义的规格,接下来就必须对产品相对应的规格订定量测的方法,而如何准确地测量产品品质特性,这是整个制造活动最最重要确定事项,在任何改善案件中,当问题定义下来后,紧接著就是来讨论如何精准地且有效地对关键特性进行量测,所以在进行DMAIC改善活动中M阶段是整个改善活动中最重要的一个阶段(如图一),无法准确地量测就无法准确地检视现阶段的状况与衡量改善成效。

图一:DMAIC流程图
在生产制程上所产生的变异来源也分为两类:
1.产品的实际品质变异
2.量测上的变异
所以我们若能缩小量测上所带来的变异,不但可以精准地对品质好坏进行测量与定义之外,对于生产制程的整体改善也会有一定程度的帮助。

图二:生产制程总变异来源
3、MSA的主要术语
1、分辨力
区别能力是指测量系统所能量测之小数点位数,通常区别能力越小代表这量具可以量测到的数值越小,拥有较好的区别能力,至于区别能力,我们可以用以下的尺归图进行说明,通常我们定义好的区别能力至少应该是产品规格或制程变异宽度的十分之一。
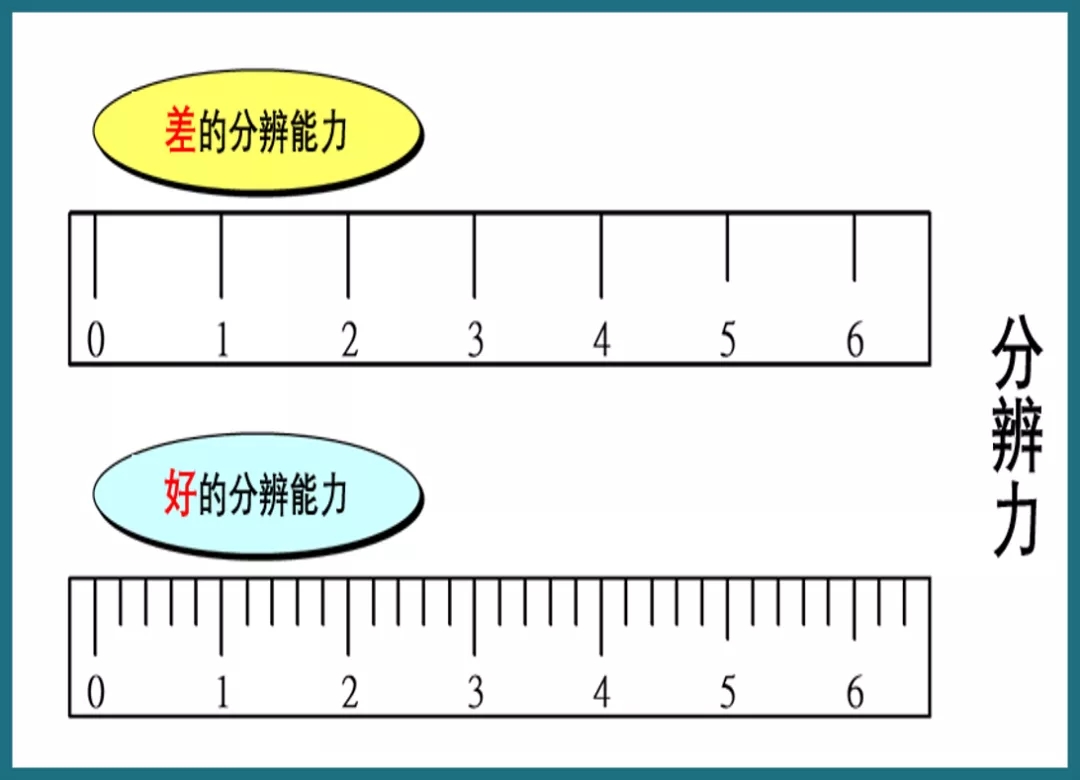
图三:分辨力说明
二、准确度
说明到准确性的特性包含了以下两项,分别为1. 偏差、2. 线性,以下将针对这两项目进行详细说明。
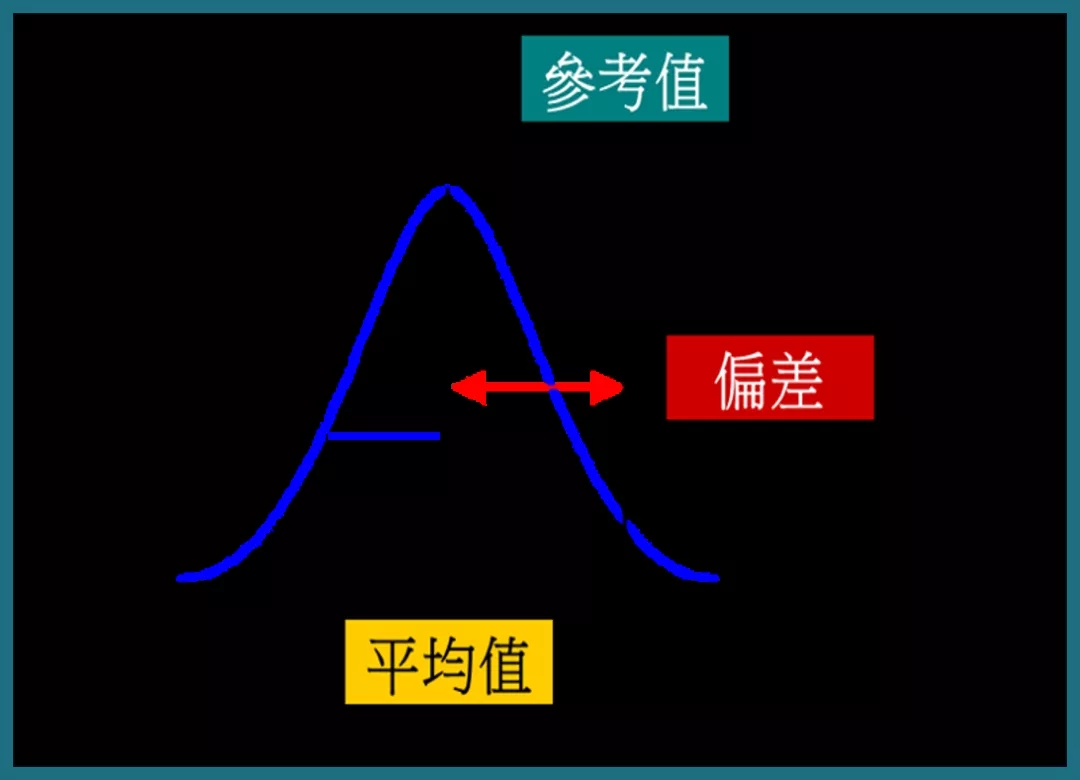
1.偏差(Bias)
是指仪器或设备量测数值之平均值和真值或参考值的差距。我们可以由下图(图四)可以清楚了理解偏差所代表的意义,真值或参考值是一个可接受的、能追踪的参考标准。而偏差的来源可以分为以下两项:
操作人员:不同操作员对相同物件量测,产生不同之平均值。
仪器或设备:不同仪器对相同物件量测,产生不同之平均值。
图四:偏差说明
2.线性(Linearity)
是指在量具之操作范围内,对准确性及精密性差异的量测。说白了,就是量具在设计测量的产品范围,是否会因为不同的产品规格而有不同的误差范围,我们可以用下图(图五)来说明量测线性的特性。通常我们会希望量测的变异是稳定的,不会因为我所测量的产品不同而产生不同的误差。
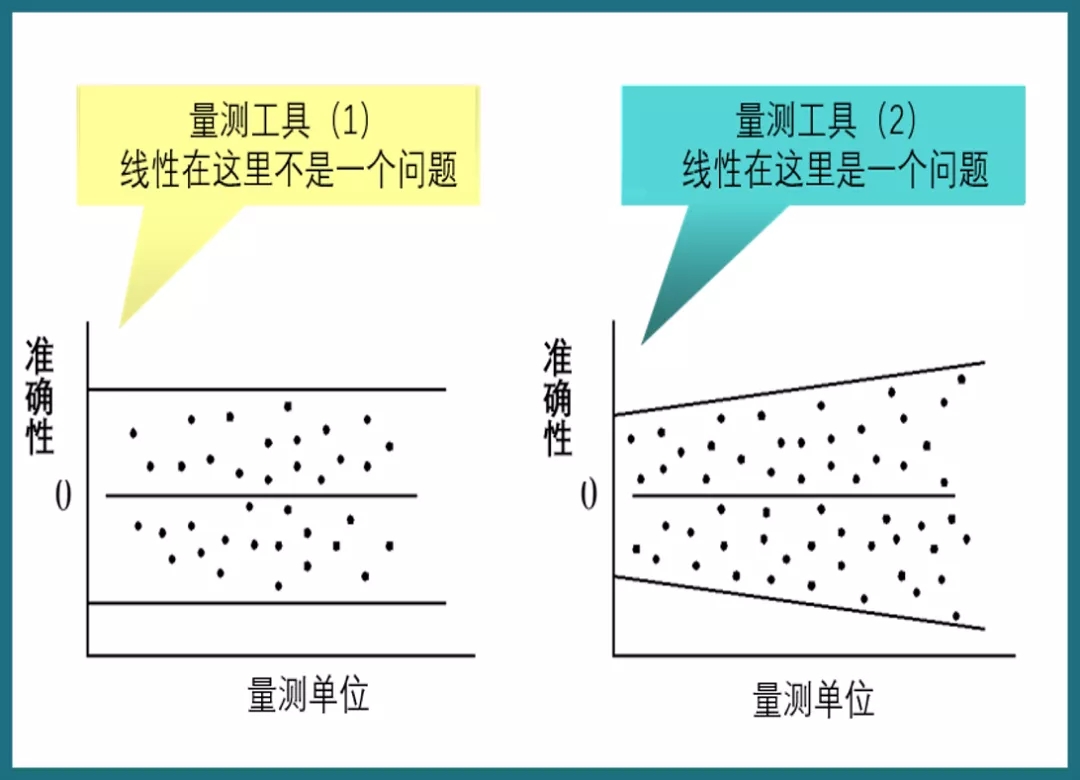
图五:线性说明
三、精密性
1.再现性(Reproducibility)
测量系统既有的变异,是指使用相同的操作员、相同的事前准备、相同的物件、相同的环境并且在短时间下进行重複测量,所产生的变异。通常再线性也称为仪器误差(Equipment Variation,EV)。
2.再生性(Repeatability)
不同的操作员,或不同的量测设备对相同物件在短时间下进行重複测量,所产生的差异平均值,通常再现性也称为操作员误差(Appraiser Variation,AV)。我们可以用下图(图六)对再生性进行更明确说明。
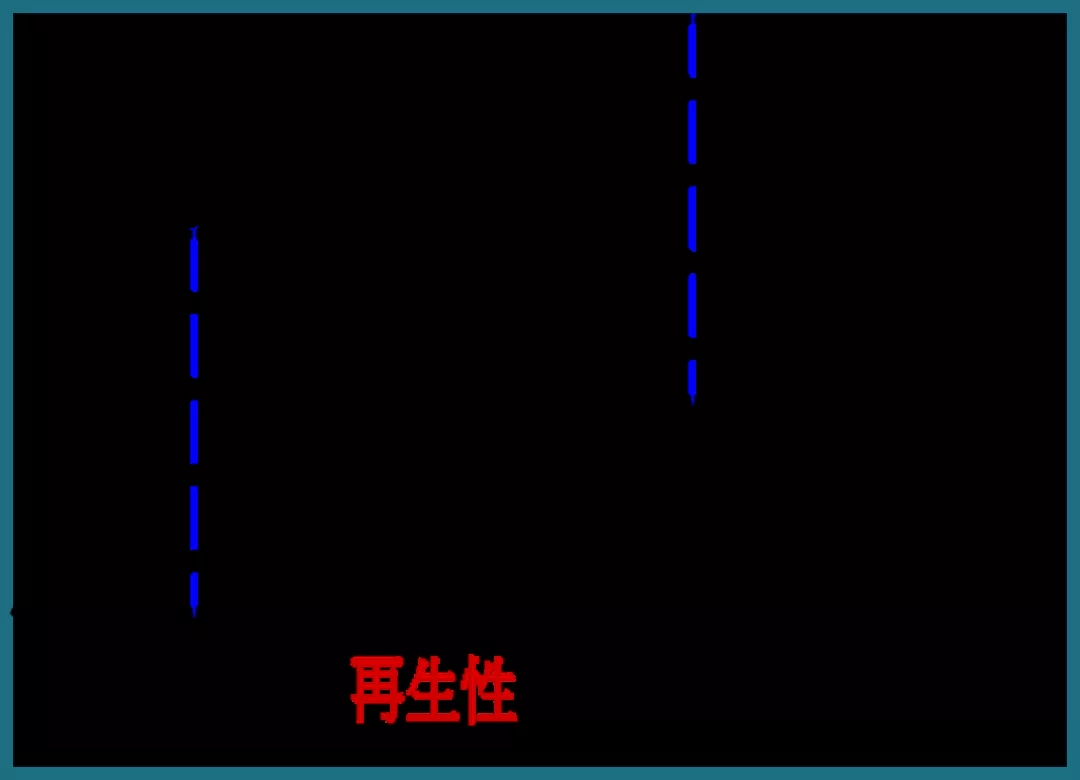
图六:再生性说明
四、稳定性(Stability)
在不同时间点下对准确性与精密性进行评估,确认测量系统在不同时间点下所产生的变异,通常我们在进行测量时,是不希望测量系统随著时间点的不同而产生不同的变异范围,故定期进行稳定性确认对于测量系统也是极为重要的一环。
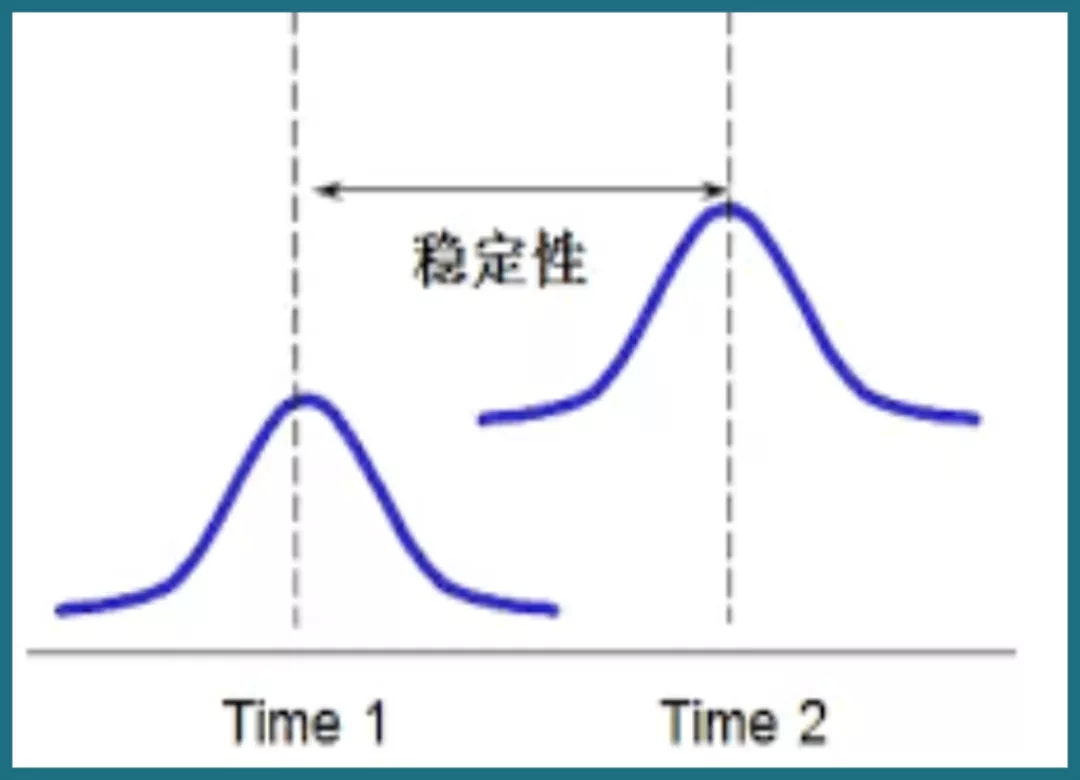
图七:稳定性说明
五、测量能力指标(P/T)
用此指标进行测量系统的判定是为用测量系统的变异与规格的规格进行比较,以此指标我们可以知道目前的量测水准对应现有的设计规格是否能够进行准确的量测,其算法为6倍的量测变异标准差除以规格的公差,以小于10%为佳,10%~30%为堪用阶段,需要进行测量系统的改善,大于30%以上表示此测量系统的精度无法适用于此规格设计。
六、GR&R量测指标
此为我们在业界最常见的测量系统平量总和,通常以此来判断测量系统的好坏,此为6倍的量测变异标准差除以6倍的制程变异标准差,以小于10%为佳,10%~30%为堪用阶段,需要进行测量系统的改善,大于30%以上表示此测量系统的精度无法适用于此规格设计,此评量方法虽然比较通用,但是首要前提须确认制程能力必须能够满足现有的规格,不然此指标也是无法应用在实际的生产应用中。
测量系统品质特性本身即算是一个流程 (process)。任何流程都存在固有的变异,当然也包含测量系统流程。为了正确了解制程之变异,测量系统之误差必须尽量降低。我们可以将测量系统所测量出来的品质结果视为一个y值,而上述各项影响测量系统项目的设定为影响y值的x,对于测量系统的各个项目进行分析以确认重要影响y值的x项目,以对整体的测量系统进行改善,达到制程变异的真实显现以及产品品质好坏的正确判定。
4、做MSA常见的十大错误问题
Q1:只做GR&R分析, 其它的偏倚,线性,稳定性不用做,理由是仪器校准过了!!
回答:校准针对的只是该量具是否准确,而MSA是对整个测量系统的统计分析。
Q2:做偏倚/线性分析时, 基准值直接选取为本次测量数据的平均值?
回答:在上述情况下,得出来的偏倚永远为零!因为是自己跟自己比较,有用吗?基准值应用更高精度的测量系统得出来。
Q3:做偏倚时不分析其直方图,直接输入数据后看EXCEL给的判定?
回答:此为懒人行为,不想动脑筋的人,分析直方图可以得知此次测量有无出现特殊原因, 否则偏倚、不合格时你都不知道怎么回事,除非你老是想造假数据。
Q4:做线性分析时, 不区分量具的工作量程和固有量程?
回答:很多时候工程师都不先考虑此量具的工作行程到底是多少,而按其固有量程进行分析,所以经常做无用功。还有一种情况就是根本就不覆盖其整个工作量程。这是不认真的态度。
Q5:稳定性分析时, 未考虑时间和环境的变化, 每天固定时间进行测量?
回答:请问这样做稳定性分析有什么意义?
Q6:GR&R分析时, 不根据测量系统的目的来区分TV的不同?
回答:TV可以用过程变差来计算,可以用公差来计算,可以用PV及GR&R来计算。具体选取哪一个,应考虑测量系统的目的。测量系统用于判定时,TV用公差计算,测量系统用于过程控制及过程研究时,用过程的变差(即6西格玛)来计算。如对测量系统的持续适宜性或为了确定过程方向,TV用PV来计算,后两种样品应覆盖整个过程范围才有意义。
Q7:GR&R分析时, 样品的分布未覆盖整个过程变差范围?
回答:所以NDC数显得很低,因为其默认为样品分布是覆盖过程变差范围的,所以得出的仪器分辨力NG,不能区分出产品间的区别。
Q8:GR&R分析时, 将测量值四舍五入.?
回答:这是乱来的,关键是这样乱来的人还很多.。
Q9:计数型测量系统分析时,样品的特性值不典型,不取在模糊区间的样品?
回答:例,规格限为80-120,在其中则判定为OK,<80或>120即判NG,取样时, 样品都在 50或150 左右,分析出来量具100%可靠,晕!!!
请取在模糊区间的样品, 如 79/ 81/ 118/ 121等, 否则有人会信服你的测量系统吗?
Q10:做完MSA报告就完毕, 未将其结果输出给控制计划?
回答:说实话, 这个比较难。但对于GR&R大于10%、<20%仍接受的测量系统,最好将其考虑到CP中去。
因为在线控制中, 经常出出现测量值稍微超出控制限或规格限的情况, 这时候你能分清楚是测量系统的原因还是产品本身的原因吗?
文章转自网络,如有侵权请联系删除。