

【质量控制】过程质量控制的三大法宝
关键词:质量控制
导语:如何对生产过程进行质量控制和质量改进?这就需要统计分析方法。今天我们就介绍三种用于质量控制与质量改进的统计分析方法。
生产过程是一个具有输入和输出的系统,输入又分为可控输入和不可控输入两种。可控输入因素包括温度、压力等,不可控输入包括环境变量、外部供应商所供应的原材料等。作为输出系统,生产过程将原材料、零部件或组件转变成最终产品。如何对生产过程进行质量控制和质量改进?这就需要统计分析方法。今天我们就介绍三种用于质量控制与质量改进的统计分析方法。
统计过程控制(SPC)与控制图(Control Charts)
控制图是统计过程控制的基本方法。下图是一个典型的控制图的例子,控制图将从生产过程中抽取的样品的某个质量特性的均值,按时间(或样本编号)顺序在图上打点。控制图上包含中心线(CL)、上控制限(UCL)和下控制线(LCL),其中中心线表示当过程中没有特殊的波动源时该质量特性应该在的位置。上下控制限的计算包括了简单的统计学考虑。控制图的典型应用是适用于上述系统的输出变量,但有时将其适用于输入变量也是非常有用的。
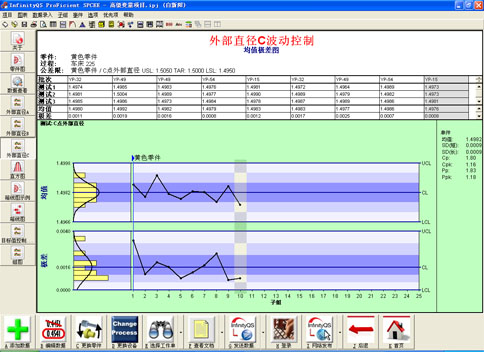
图示:控制图
控制图是一项非常有用的过程控制技术,当特殊的波动源出现时,样本均值点会落到控制限以外,这是一个非常重要的信号,表示我们需要对过程进行调查并采取纠正措施以消除这些特别波动源。系统地使用控制图是降低过程波动的一项完美的措施。另外,相对于离线、事后的SPC分析而言,盈飞无限在线、实时的SPC过程监测能帮助尽早发现质量风险,形成对质量风险的快速相应机制,对企业的帮助更大。
实验设计(DOE)与分析
一个设计好的实验对于发现那些对过程中我们感兴趣的质量特性产生影响的关键变量是及其有帮助的,它能够系统地改变过程中的可控输入变量,并确定这些输入变量对过程输出变量的产生的影响的效果。对于降低质量特性的波动、确定可控变量在何种水平下可以最优化过程是极其有用的,它通常能帮助我们带来流程效能和产品质量的突破。一种主要的实验设计方法是因子实验(Factorial Design)。在因子实验中,各种因素一同变动,这些变动中的所有组合都被一一检验。经验和实际应用表明,这些组合中的一部分能够比另一部分带来更加好的结果。
实验设计方法是一种主要的离线(Off-Line)质量控制工具,因为它们常常被应用在研发实践中和生产过程的早期,而不是作为一种在线(On-line)或在程(In-Process)的常规工具。它在降低过程的波动方面扮演者重要的角色。
一旦我们找到了对过程输出产生影响的重要变量,通常就有必要对有影响力的输入变量和输出变量之间的关系进行建模。这时,有用的统计分析方法包括回归分析和时间序列分析等。而一旦我们找到了重要的输入变量并对它们如何影响输出变量进行了量化,在线的统计过程控制技术就能够用来十分有效地对过程进行监测,它能够帮助实时监测过程的输出,并侦测何时需要调整输入变量来使过程输出保持在受控的状态,而前述的输入变量与输出变量之间的关系的模型能帮助我们确定需要调整何种输入变量以及需要调整多大的幅度。
在很多过程中,一旦输入变量和输出变量之间的关系的动态特性能够得以理解和确定,就可以定期调整过程以使将来的过程输出大体上符合目标值。这种定期的调整通常称为工程控制(Engineering Control),自动控制(Automatic control)或反馈控制(Feedback control)。而统计过程控制(SPC)技术通常能够有效地整合到进行工程控制的制造系统中去。
可接受抽样(Acceptance sampling)
可接受抽样(Acceptance Sampling)技术与产品的检验和测试尽力联系在一起,它是一种早期的质量控制方法,在统计方法应用在质量控制领域之前很久就已经产生了。检验能够在过程中的很多点实施。可接受抽样被定义为从大批量中随机抽取的样本的检验(Inspection)和分类(Classification)结果以及根据这一结果对该批量进行的处置措施,它通常发生在两个地方:来料检验和最终产品。常见的几种可接受抽样的情形如下图所示。
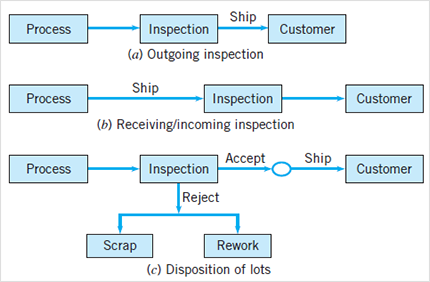
图示:可接受抽样的几种情形
被抽样的批次要么会被拒绝,要么会被接受。而对被拒绝的批次中的产品的典型处置方法包括报废、回收、返工或用良品替换,这种情形称为矫正检验(Rectifying Inspection)
现代质量保证系统通常较少强调可接受抽样,而是将统计过程控制和实验设计作为关注的重点。可接受抽样倾向于强化“满足规格要求”的视角而且不能给生产过程、工程设计和开发等这些质量改进的必要措施提供反馈意见。
如今,统计分析方法已经广泛应用于质量控制与质量改进中,成为质量持续改进和六西格玛的重要方法论,以上就是三种常用的方法,包括统计过程控制、实验设计和可接受抽样, 任何一个行业,掌握这三种方法,将能够轻松应对生产过程中的质量控制与改进。