

2017-08-17
在一个控制图上监控多个过程
| 多个过程流 |
|
在很多行业中,通常需要控制多个独立的过程流,这些过程生产相同的产品。在此例子中,我们监控一个灌装机上的八个灌装头(这些灌装头是独立的,因为每个灌装头上有独立的灌装泵)。 在表格1中20个数据样本表示每个灌装头的灌装量。每 15 分钟进行一次取样。 |
|
|
|
图1: 八个灌装头的注射机。每个灌装头由独立的灌装泵控制。 |
|
|
|
表1:数据表示 20个样本。每个样本中包含八个容器(每个灌装头一个),每隔15 分钟取样一次。红色的值为样本的最大值,蓝色的值为最小值。 |


| 组图分析 |
|
对于每个样本,最大值和最小值在单值(IX)图(图2,上)上显示。移动极差由每个样本中每个灌装头的值计算,将移动极差的最大和最小值绘制在移动极差图上(图2,下面的图)。比如,在样本2中,灌装头 4 的移动极差为最小,是|12.31- 12.37| = 0.06,灌装头6 的移动极差最大,是|11.37- 12.12| = 0.75。 中心线表示所有数据的平均值,不是最大值和最小值的平均值。控制限、短期西格玛和Cp/Cpk 是基于八个灌装头总体标准差计算的。 |
|
|
|
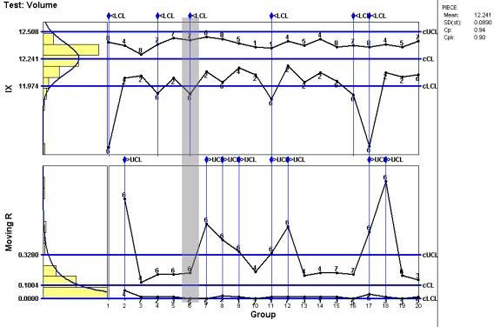
图 2: 组图 IX-MR 中,单值IX图显示了最大和最小值,移动极差MR显示了所有样本移动极差的最大和最小值。两个图中都包含了几个超出控制限的点。 在理解组图时,需要在图上找到最大和最小的位置。在单值图上,注意到最小值中灌装头2和6 很多。表明这些灌装头的灌装量总是小于其它灌装头。同时,移动极差中的最大值主要是灌装头6。表示此灌装头的波动比其它灌装头更大一些。 |
| 在箱线图上查看多个过程流 |
| 组图对查看一段时间内多过程的行为非常有用。另一个用于对比多个分布的工具是箱线图。像直方图一样,箱线图显示数据的分布(图3)。直方图是正视图,而箱线图是俯视图。 |
|
图 3: 箱线图说明 |
|
请注意,箱线图(图4)中清楚地显示了灌装头2和灌装头6的灌装量小于其它灌装头。同时,灌装头6 的波动也最大。这样的结果和组图所解释的结果是完全吻合的。 在用户的 SPC 程序中,使用组图和箱线图将显著的提高 SPC |
|
|
|
图 4: 箱线图显示了每个灌装头的灌装量分布。注意,灌装头2和灌装头6的灌装量已经在公差限以下。 |

